电表箱配件模具
电表箱配件模具是一系列用于生产配电电表箱各种组件的注塑模具的总称。这些模具属于大型或中型注塑模具,通常要求高精度、高强度和良好的外观质量。由于其产品(电表箱配件)直接关系到用电安全、户外耐久性和安装便利性,因此对模具的设计、材料和制造工艺有非常高的要求。
大型化与重型化:箱体模具本身尺寸和重量巨大,常达数吨甚至十几吨。
高刚性要求:在注塑机巨大的锁模力下,模具必须具有极高的刚性,模板要厚,支撑柱要多且布局合理,以防止变形。
材料要求苛刻:
型芯、型腔主要采用预硬模具钢(如P20、718H),对于高产量模具,则使用淬火硬度更高的钢材(如S136、H13)并进行热处理,以保证长期使用的耐磨性和耐腐蚀性。
滑块、斜顶等运动部件也使用高强度耐磨钢。
精密加工与协同:需要大型CNC、深孔钻(用于冷却水道)、大型电火花机和精密线切割等多种设备协同工作,加工周期长,技术要求高。
寿命与维护:设计寿命通常在百万模次以上。模具具有模块化设计,便于易损件(如顶针、滑块压板)的更换和维护。
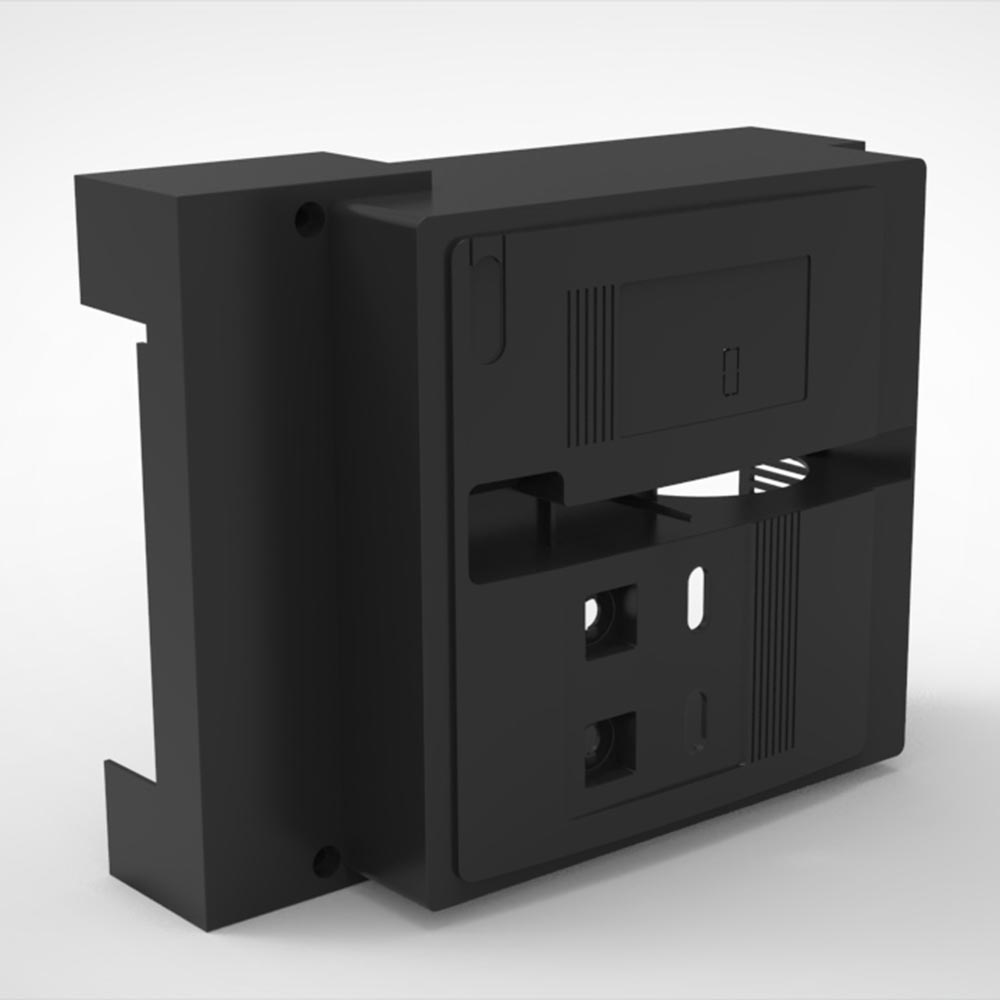
1. 核心功能与目标产品
这类模具用于制造一个完整电表箱的所有塑料部件,主要包括:
箱体与箱盖: 最大的部件,构成了电表箱的主体结构。
导轨: 用于安装电度表、断路器等元件的金属或塑料支架,塑料导轨通常由注塑模具生产。
端子排座/支架: 固定接线端子的结构件。
密封圈安装槽盖板、出线孔塞、锁具机构、安装耳等小型功能件。
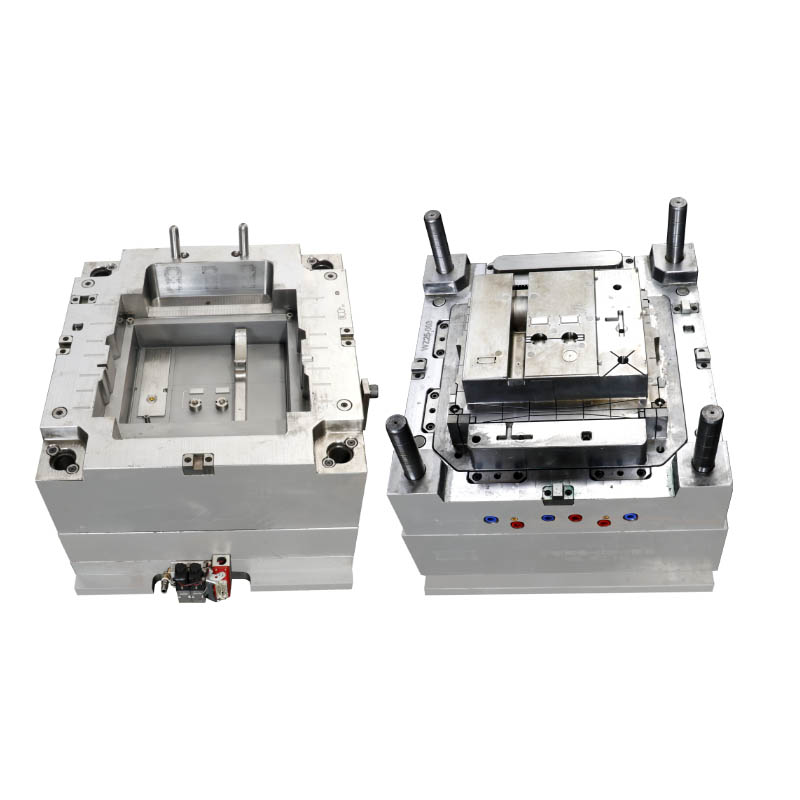
2. 模具结构与组成部分(针对典型箱体/箱盖模具)
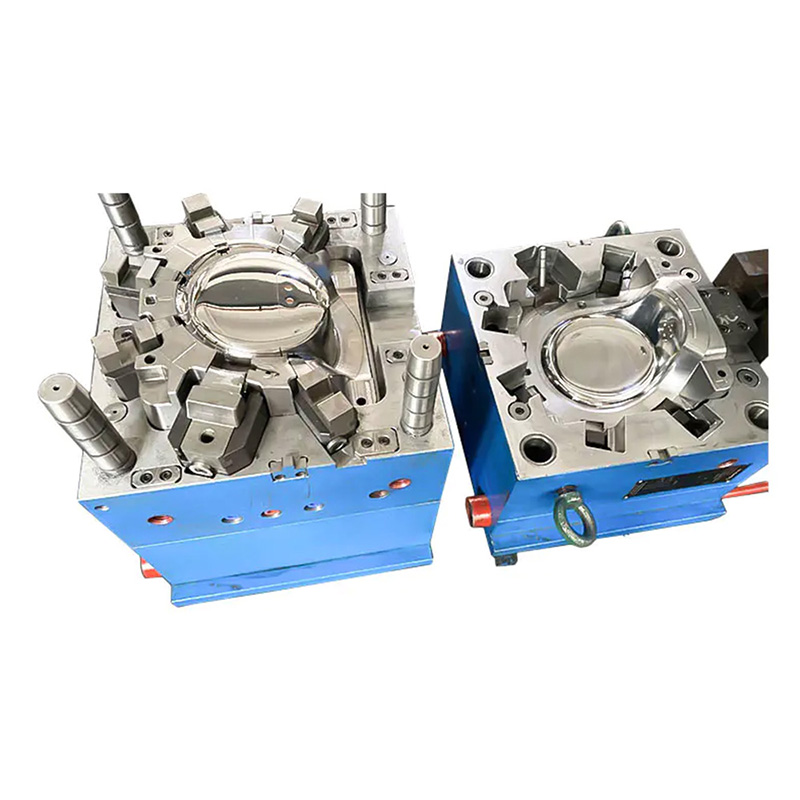
电表箱配件模具,特别是箱体模具,结构复杂,是技术和价值的集中体现。
a. 成型系统
型腔:形成配件的外表面,要求光洁度高,通常做镜面抛光或蚀纹处理以得到美观或哑光的外箱表面。
型芯:形成配件的内表面,结构复杂,包含大量的加强筋、卡扣、螺丝柱、功能安装位等。这是模具设计的难点和重点。
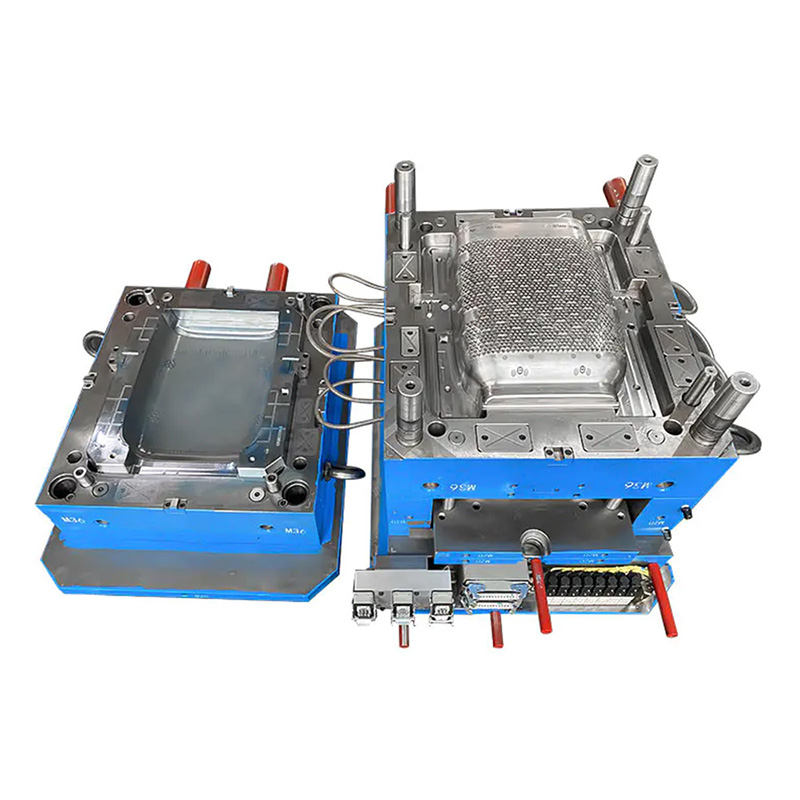
b. 抽芯系统
这是电表箱模具最复杂的部分。由于箱体四周常有卡扣槽、出线孔、安装位等,无法直接开模,必须使用复杂的侧向抽芯机构。
滑块:用于处理箱体侧面的孔、槽。大型箱体模具可能有多达8-10个滑块,从不同方向顺序抽离。
斜顶:用于处理箱体内部与开模方向不一致的倒扣,如内部卡扣等。
油缸/气缸:对于抽芯距离长或需要大力量的滑块,会采用油缸直接驱动。
c. 热流道系统
为保证大型箱体表面美观、减少浇口痕迹、缩短成型周期和节约原料,电表箱模具普遍采用热流道系统,甚至是非常复杂的多点热嘴顺序阀控制系统,以确保熔体能够平衡、快速地充满大型型腔,并减少焊接痕的影响。
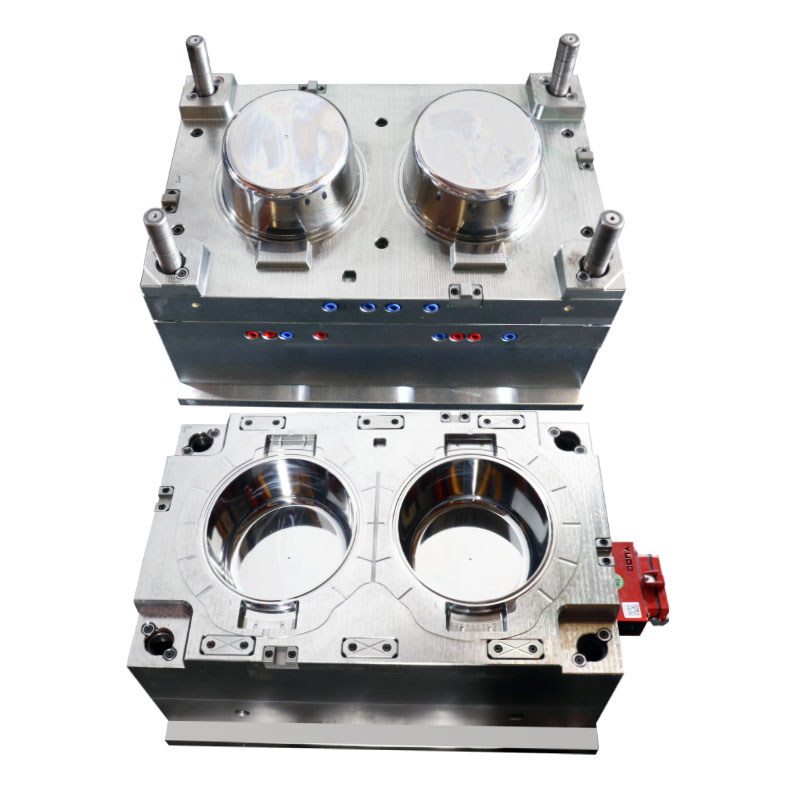
d. 冷却系统
冷却效果直接决定生产效率和产品变形程度。电表箱模具的冷却系统极其复杂,采用多层、多回路的冷却水道,并大量使用水井、隔片式水套、螺旋式水槽等高效冷却方式,特别是在型芯和滑块等热量集中的部位,以确保均匀且高效的冷却。
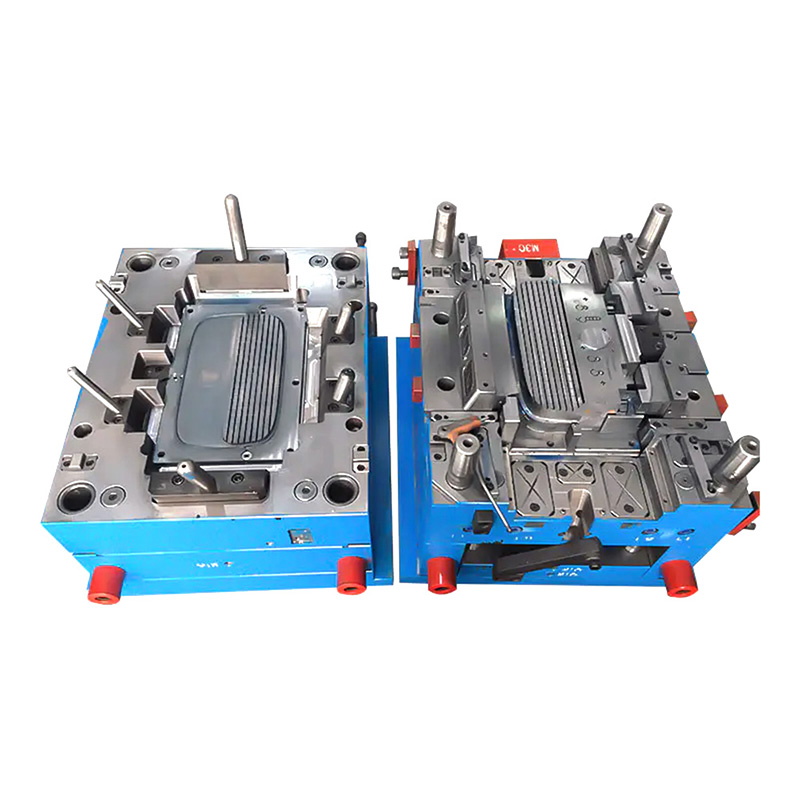
e. 顶出系统
采用顶针、司筒(顶管)、推板等多种顶出方式组合,确保大型且深腔的产品能够被平稳、无变形地顶出。
f. 排气系统
在分型面、滑块配合面、顶针位置等开设充分的排气槽,防止产品因困气而产生烧焦、填充不足等缺陷,对于大型平面产品尤为重要。
常见问题
答:请放心,我们合作流程清晰透明,并有专人引导。从需求对接、技术评估、报价、设计评审、制造到试模验收,每个环节我们都会有专业的项目经理与您保持密切沟通,确保信息对称,让您即使不了解技术细节也能轻松掌控项目全...
答:我们拥有专业的模具抛光、蚀纹(咬花)和纹面加工团队。在制造前,我们会与您确认明确的外观标准(如镜面等级、皮纹样板)。通过前期的CAE模流分析优化浇注和排气系统,并结合我们丰富的经验,能有效避免流痕、缩水等缺陷...
答:这是我们的核心技术优势。首先,我们运用模流分析软件精准预测填充和冷却过程,优化水路和产品结构设计。其次,在模具上采用合理的冷却系统(如随形水路)和顶出系统,确保均匀冷却,有效释放内应力。最后,通过精密加工和...
答:我们根据您的产量预算和产品要求,推荐合适的模具钢材(如P20, 718H, S136等)和标准件。所有运动部件(如滑块、斜顶)都经过表面耐磨处理,以延长使用寿命。交付时,我们会提供完整的《模具使用与保养手册》,并提供全面...
答:我们实行规范的工程变更管理流程。在项目初期,通过详尽的设计评审(DFM)尽可能减少后期修改。若试模后仍需调整,我们会快速评估修改方案,并立即向您提供详细的《工程变更通知》,明确说明对成本、交期的影响,在获得您...
答:完全可以。我们长期服务于家电行业,深刻理解相关安全标准和认证要求(如UL, CE, CCC)。我们可以在设计阶段就充分考虑并满足这些要求,例如针对阻燃材料(如V0级ABS/PP)特性进行模具设计,并协助您准备认证所需的技术文...
答案:我们依靠科学的项目管理体系和丰富的经验来保障交期。每个项目都有专属的计划表,关键节点被严格监控。我们的生产与物料控制(PMC)部门确保资源高效协同,同时,我们会定期向您汇报进度,让您对项目状态了如指掌,确保...
答:我们的核心区别在于 “系统化的解决方案”而非“单一的模具制造” 。我们不仅交付一个精密的钢件,更通过前瞻性的项目管理、全过程的质量控制和持续的技术支持,与您建立深度合作的伙伴关系。我们致力于帮助您提升产...
注塑模具订购标准流程:
| 阶段 | 流程环节 | 核心内容与交付物 | 客户配合事项 |
|---|---|---|---|
| 一、需求确认与询价 | 初步沟通与需求确认 | 了解您的产品需求:如目标产品、产能、材质(ABS, PP, PC等)、外观要求、预算等。 | 提供产品概念、意向图片、粗略需求或已有产品的改进需求。 |
| 提供产品数据 | 客户提供详细的产品3D图档(如STP/STEP, IGS格式)和2D图纸(PDF/DWG格式)。 | 确保提供的图纸数据准确、完整,包含所有关键尺寸、公差及技术要求。 | |
| 二、方案设计与报价 | 模具方案评审 | 我方模具工程师分析产品图,进行DFM(可制造性分析),提出优化建议(如脱模斜度、壁厚、分型线、进胶方式等)。 | 审阅并确认DFM报告,对修改点进行反馈和最终确认。 |
| 模具设计与报价 | 根据最终确认的产品图,进行详细的模具结构设计,并提供包含以下内容的正式报价单: • 模具价格 • 交货周期 • 模架与内模材质 • 型腔数量 • 关键结构(热流道、冷却系统等) • 付款方式 | 审阅报价单及模具设计方案,确认无误后,签署报价单或订购合同。 | |
| 三、合同与预付款 | 签订合同 | 双方签署正式的《模具加工合同》,明确双方责任、技术规格、验收标准、保密条款等。 | 会签合同,并按照合同约定支付模具预付款(通常为30%-50%)。 |
| 四、模具制造与跟进 | 模具加工 | 我方按确认的方案启动模具制造,流程包括: • 材料采购 • 模架加工 • CNC精密加工 • 电极设计与放电加工(EDM) • 抛光与皮纹处理 • 模具组装 | 我方会定期通过照片、视频或报告向您汇报加工进度。 |
| 试模前会议(可选) | 在首次试模前,可与客户沟通试模安排、用料颜色等细节。 | 确认试模时间,并提供试模用料或指定用料品牌/型号。 | |
| 五、试模与样品确认 | 首次试模(T1) | 在自有注塑机上使用客户指定的原料进行首次试模。 | 可派员现场见证试模,或等待我们寄送试模报告和样品。 |
| 样品检测与反馈 | 我方提供详细的试模报告、模具调整方案及T1样品给客户。 | 对样品进行尺寸、外观、装配等全面检测,并提供书面修改反馈。 | |
| 模具修改与优化 | 根据客户的反馈,对模具进行必要的调整、修正和抛光。 | 确认修改方案。此过程可能循环(T2, T3...)直至样品完全合格。 | |
| 六、验收与交付 | 最终样品确认(PPAP) | 提供最终版的试模报告和完全符合要求的样品。 | 签署《样品确认书》或《模具验收报告》,确认样品合格。 |
| 尾款支付与模具发货 | 客户支付模具尾款。我方完成模具的清洁、防锈处理,并安排发货。同时提供模具总装图、保养手册等资料。 | 支付合同约定的尾款,并提供准确的收货地址和联系人。 | |
| 七、售后服务 | 售后支持 | 模具享有约定的保修期。在正常使用和保养下,出现任何质量问题,我方提供免费维修。提供终身技术支持与维护服务。 | 按照保养手册对模具进行规范使用和日常维护。 |
温馨提示:
-
沟通至关重要: 在整个流程中,保持顺畅、及时的沟通是项目成功的关键。
-
数据准确性: 前端产品设计的准确性将直接影响到模具的制造周期、成本和最终质量。
-
灵活调整: 此流程为标准模板,我们可以根据您项目的具体复杂程度和紧急情况进行灵活调整。
我们期待与您的合作,并承诺以专业的技术、严谨的态度,为您打造高品质、长寿命的冷风机及家电注塑模具!如有任何疑问,请随时与我们联系。